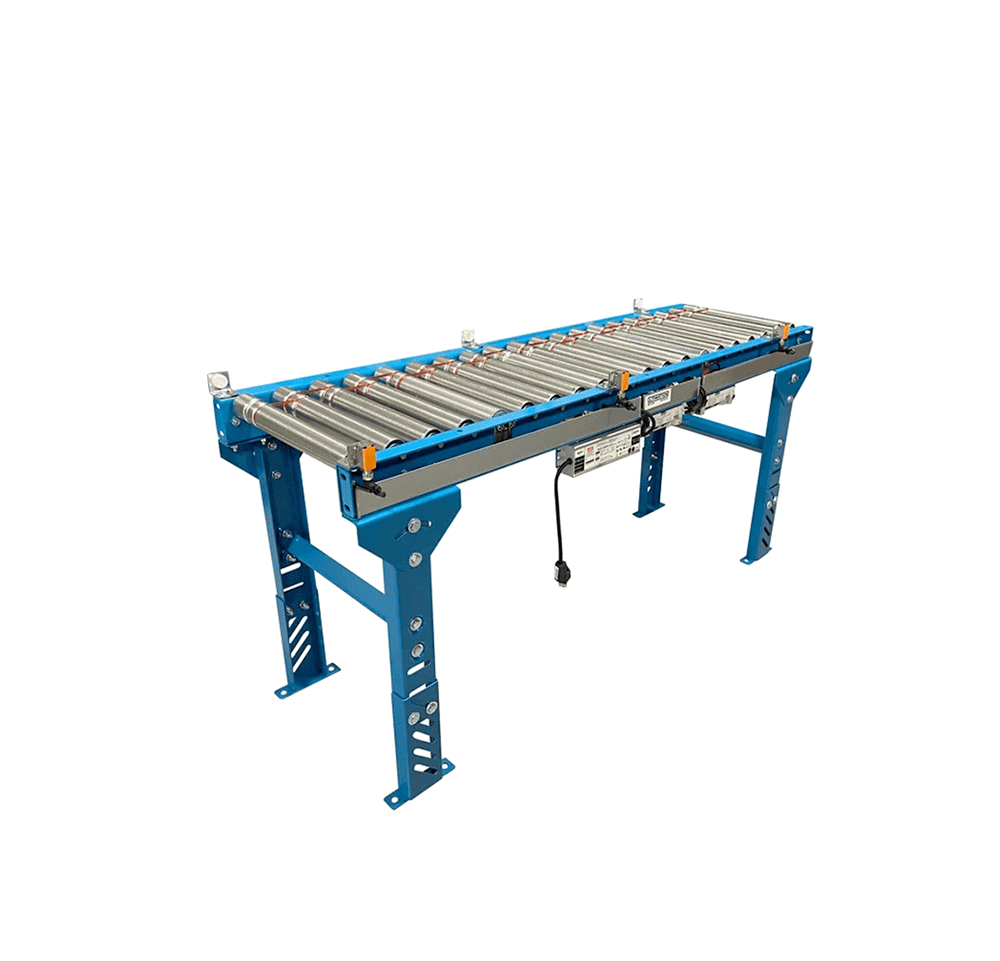
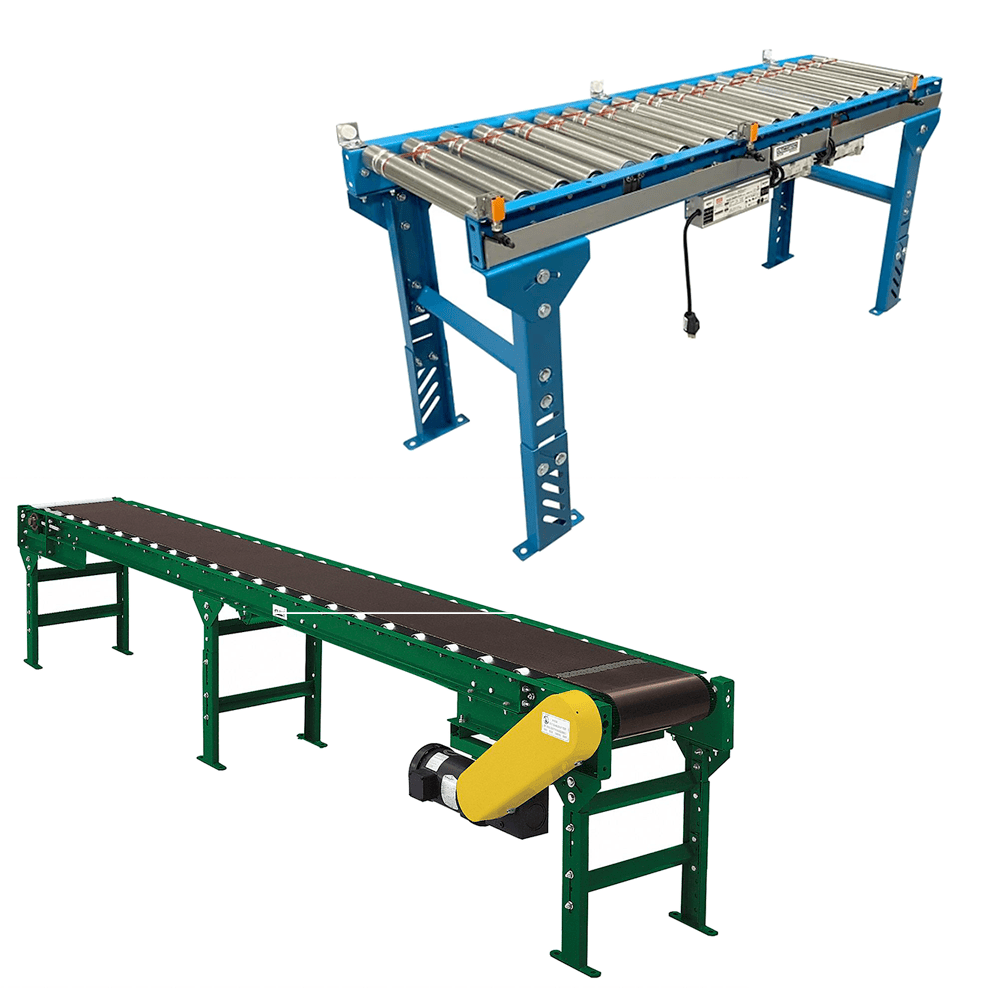
An Industrial Palletizer is designed to automatically arrange and stack products or materials onto pallets in a consistent and efficient manner.
Industrial palletizers enhance productivity by replacing manual labor, stacking products or containers onto pallets, with precision. Common applications include palletizing boxes, bags, cartons, and other packaged goods in industries such as food and beverage, pharmaceuticals, logistics, and manufacturing.